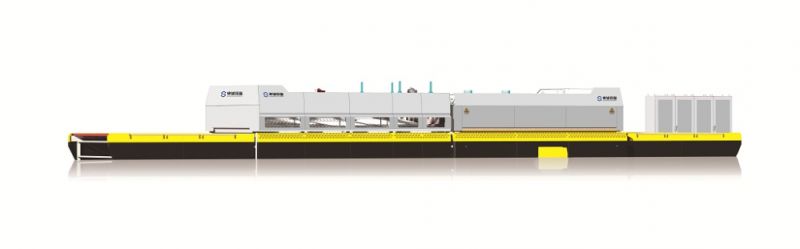
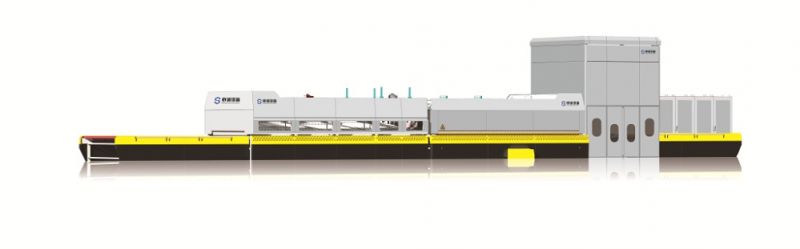
雙室對流鋼化爐機組設備簡述
雙室對流鋼化爐機組主要由放片段���、對流加熱段、平鋼化段���、和取片段四大部分��,以及高壓離心風機�����、供風管道�����、集風箱���、氣路、電氣控制柜、操作臺等組成���。
雙室對流鋼化爐機組采用獨有的噴射增流技術���,通過吸入爐內熱空氣與經過預熱的壓縮空氣在噴管內混合,使噴管向玻璃表面噴出的氣流溫度大幅提高����,爐內熱空氣對流循環強制增強,爐溫均勻性及穩定性的提高���,使玻璃在爐內的加熱效果更好�。與一般壓縮空氣對流機型相比���,壓縮空氣消耗減少一半以上���。
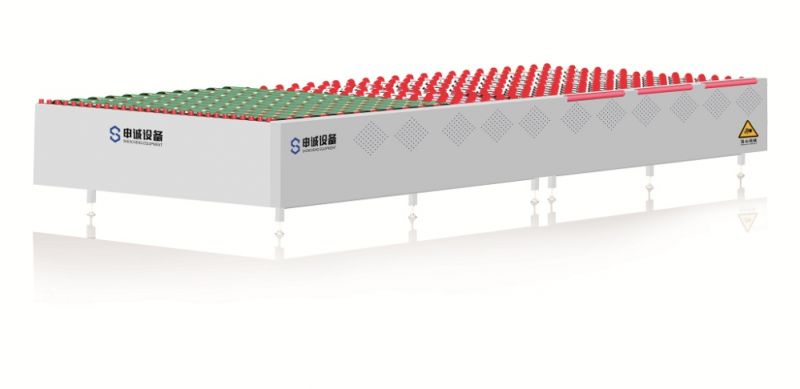
雙室對流鋼化爐機組各部分傳動采用交流變頻技術,電機驅動���,往復驅動速度可調;各部位運行由以工業電腦及PLC組成的控制系統自動完成;供風系統風壓自動調節�,上下風柵電動開合��、風量電動平衡,主風閥自動通斷��。
而雙室對流鋼化爐爐體����、風柵主傳動采用O形皮帶傳動,其中爐體采用三重復合傳動同步技術����,即正交圓形傳動帶加互聯圓形傳動帶;入、出片臺主傳動采用鏈傳動���,結構簡潔�、可靠;爐體�����、風柵主傳動設有停電狀態時���,手動應急出片功能,根據客戶需要也可增加應急電源裝置�����,保證停電后爐體陶瓷輥道的低速運轉。
以上便是洛陽申誠玻璃技術有限公司為大家收集整理的關于雙室對流鋼化爐的相關內容了�����,如有需求�����,歡迎咨詢:187-3797-1827�、189-3900-8535!
MORE










 電話
電話 微信
微信
 留言
留言